手 机:18802558396 黄生
电 话:86-0750-3582689
传 真:86-0750-3582689
邮 箱:info@ande-laser.com
地 址:江门市江海区高新西路19号5幢1楼自编D区
网 址:www.ande-laser.cn
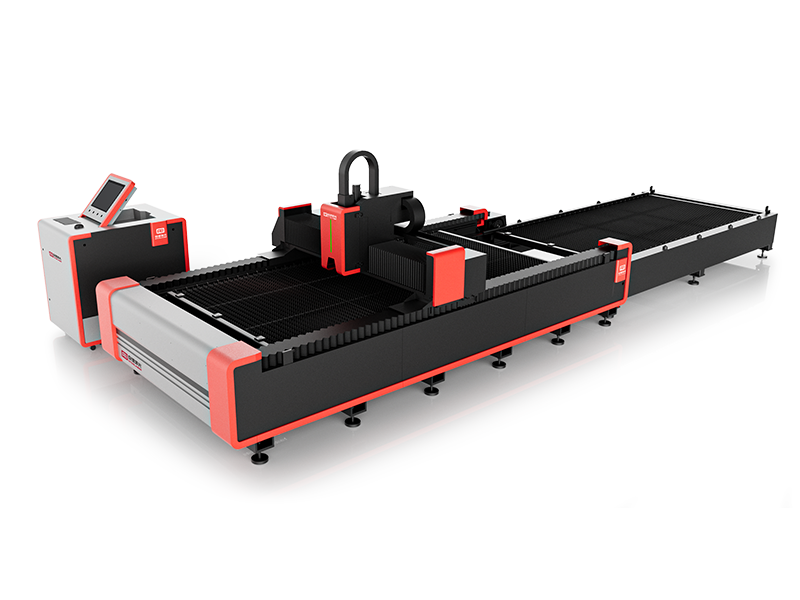
目前市面上常见的金属板都采用热加工进行处理,开始加工时都需要在板中先开一个小孔,再顺着向外进行切割,少部分可从边缘处直接开始切割。在早期的切割机中,含有单独的冲头开孔装置,首先使用冲头冲出一个孔,然后使用激光从小孔开始切割。而目前对于无冲头的激光切割机,基本有着以下两种穿孔方式:

1、喷砂钻孔:材料受到连续的激光照射后,高能量光束会在材料表面形成一个坑,通过同轴的气流去除熔融材料,逐渐形成一个孔洞。小孔的直径通常为板材厚度的一半,在厚板穿孔时孔洞会显得大而不圆。而且在穿孔时气压与切割气压一致,会导致切割时残渣飞溅,影响整体材料美观。
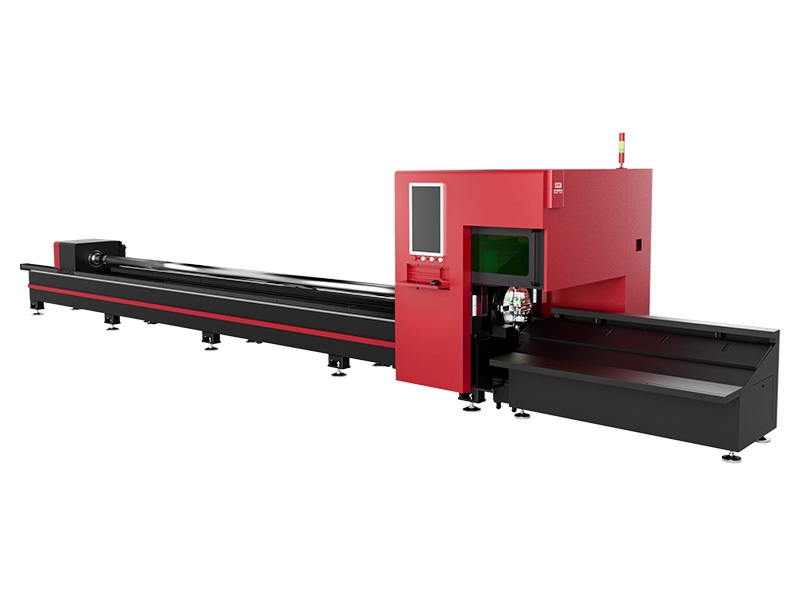
2、脉冲钻孔:使用高峰值功率脉冲激光熔化或蒸发少量材料。使用空气或氮气作为辅助气体,以减少因放热氧化引起的孔膨胀。切割时,氮气压力高于氧气压力。每一个脉冲激光只产生小颗粒射流,这些射流逐渐深入,因此厚板穿孔需要几秒钟的时间。射孔完成后,立即将辅助气体换成氧气进行切割。这样穿孔直径较小,其穿孔质量优于爆破穿孔。为此所使用的激光设备不但应具有较高的输出功率,还需要有较可靠的气路控制系统,以实现气体种类、气体压力的切换及穿孔时间的控制。
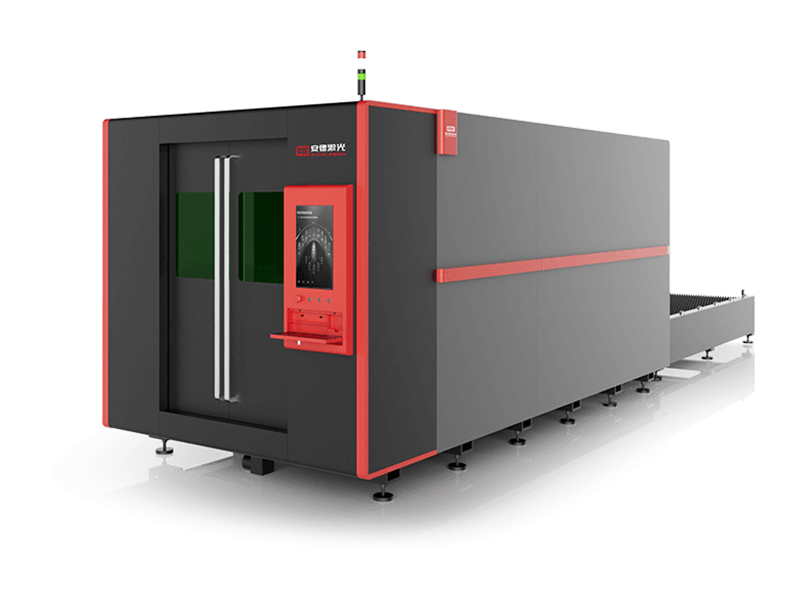
然而实际的加工过程之中,我们应该怎么去根据实际情况去选择加工方式的呢,比如我们在激光切割加工小孔的时候会出现变形的情况又是什么原因导致的呢。在加工小孔时不是采取爆破穿孔的方式,而是用脉冲穿孔的方式,这使得激光能量在一个很小的区域过于集中,将非加工区域也烧焦,造成孔的变形,影响加工质量。
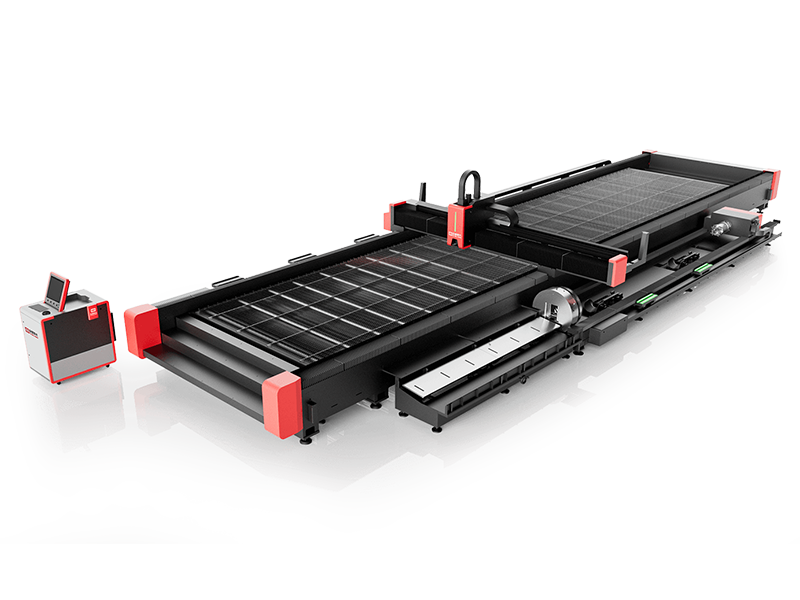
在实际的加工过程之中,我们一定要根据我们的实际情况,来合理选择穿孔的方法。不是每种方法都适用于所有的加工,激光切割厂家安德激光智能装备(广东)有限公司是一家集研发、生产、销售于一体的激光设备生产商,主营激光切割机、激光切管机、激光焊接机、激光打标机等系列设备,有相关激光切割机方面的问题欢迎随时咨询。
本文部分内容整理自网络分享,如有侵权,请联系小编删除。