手 机:18802558396 黄生
电 话:86-0750-3582689
传 真:86-0750-3582689
邮 箱:info@ande-laser.com
地 址:江门市江海区高新西路19号5幢1楼自编D区
网 址:www.ande-laser.cn
现在不锈钢切割越来越普遍,应用越来越广泛,其中关于激光切割的工作原理及不同参数是怎样的呢?今天安德激光小编今天跟大家详细聊聊。
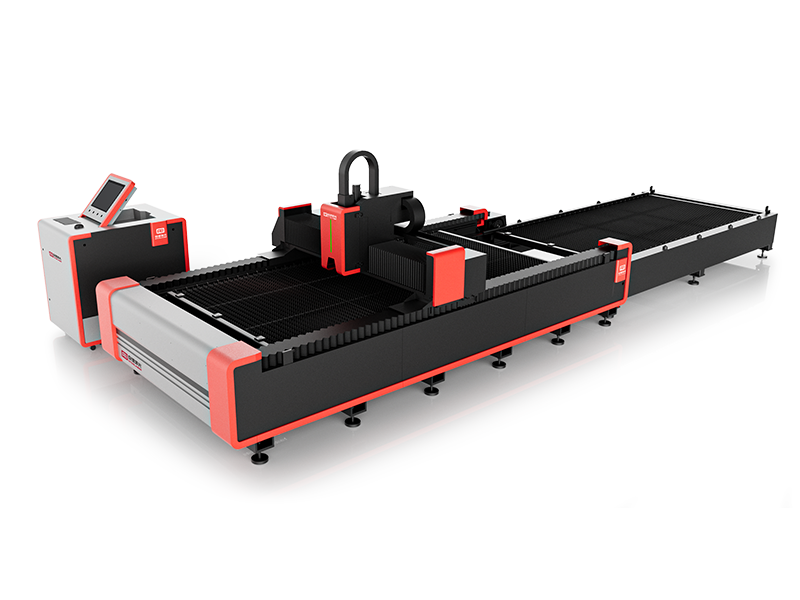
一、原理
激光切割发生器工作产生激光,激光经透镜聚焦后照 射工件表面,使被照射的材料迅速熔化,同时借助与 光束同轴的高速气流吹除熔融物质,形成切口,从而 将工件割开。
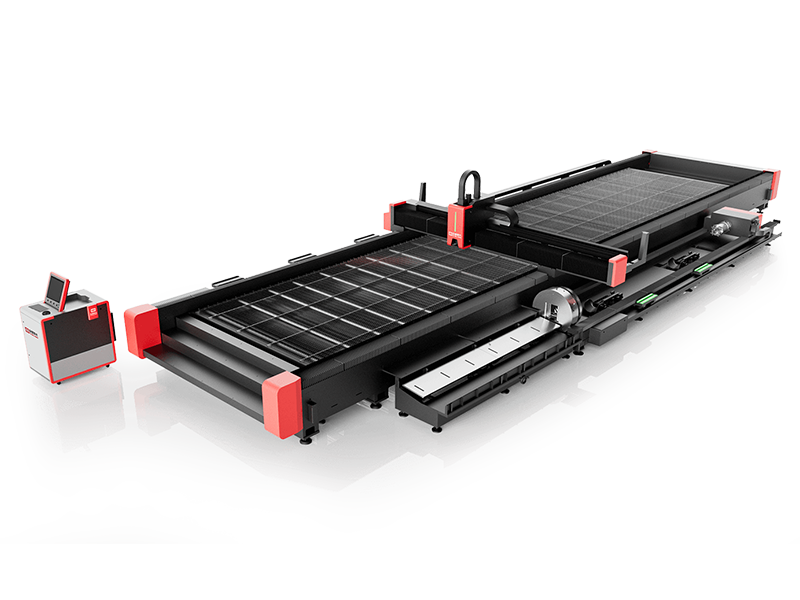
二、激光切割参数
激光切割参数包括切割速度、功率、切割气体等多个内容,各自对切割质量和切割效率都会有不同类型的影响,但各参数之间需要通过组合来达到较佳配置,不同的工厂会根据自身的成本结构在质量和效率上进行一定幅度的偏重和取舍。
三、切割速度
单位时间内,激光头可沿零件造型移动。切割速度越高,所需切割时间越短,生产效率越高,但在其他参数固定的情况下,切割速度与切割质量并非成线性关系。合理的切割速度是一个范围值,低于此范围 则激光束的能量过多停留在零件表面形成过烧,高于此范围则激光束能量来不及完全熔化零件材料而导致切割不透。

四、激光输出功率
激光输出功率是激光系统工作时激光器输出的 能量大小,其代表在单位时间内激光束可熔化材料的 能力,功率过大。
五、焦点位置
激光系统输出的激光通过一块特制的透镜 聚焦到一点,此焦点处功率密度较高。焦点光斑直径 和聚焦透镜的焦深成正比,聚焦透镜焦深越小,焦点 光斑直径就越小,焦点处的能量越集中。焦点是根据 不同料厚设置的不同位置,正确的焦点位置,是获得 稳定切割质量的重要条件,同时切割质量与激光束有 关,另外还与激光束聚焦系统的特征有关,即激光束聚焦后的大小对激光切割质量有很大影响。
六、辅助气体的气压
辅助气体要使用压缩空气或惰性气体,作用是 冷却激光头,还可以保护聚焦镜,防止污染,吹除切 缝中的熔渣,形成切口。合适的气压可以帮助加快切 割速度,辅助气体压力的大小对光纤激光切割机的切 割效率也有影响。如果加工材料厚度增加或者切割速 度较慢时应适当降低气体压力,使用较低的气体压力 切割可以防止切边霜化(氧化)。
七、喷嘴距离
聚焦后的激光通过铜质的喷嘴作用到零件表面, 加工件与激光头喷嘴的距离称为喷嘴距离。喷嘴到零 件的距离是从流量和压力的角度去衡量的。太远气体的吹力损耗过多,浪费流量,太近又影响溅散,合适的距离在 0.8~1.0 mm。根据不同料厚选择不同型号的喷嘴。
关于激光切割的工作原理及不同参数的知识点今天就了解到这里,想要了解更多欢迎继续关注我们喔,安德激光智能装备(广东)有限公司 是一家集研发、生产、销售于一体的激光设备生产商,主营产品:激光切割机,激光打标机,激光焊接机及激光设备周边自动化等多个系列,涉及100余种工业激光设备及其配套产品;真诚期待你的合作了解。
本文部分内容整理自网络分享,如有侵权,请联系小编删除。