手 机:18802558396 黄生
电 话:86-0750-3582689
传 真:86-0750-3582689
邮 箱:info@ande-laser.com
地 址:江门市江海区高新西路19号5幢1楼自编D区
网 址:www.ande-laser.cn
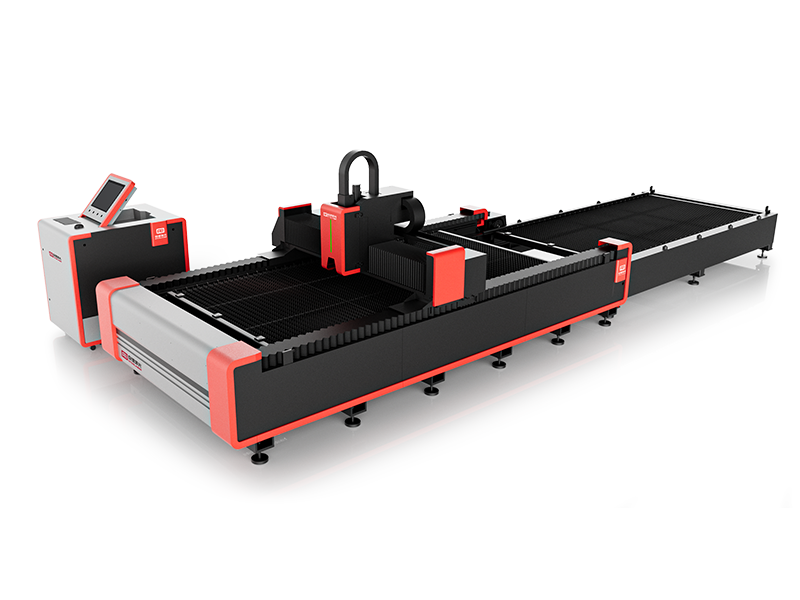
激光切割控制系统是激光切割设备的关键功能部件。作为激光切割设备的核心,激光切割控制系统通过集成CAD、CAM、NC等关键技术,形成一套涵盖排版、切割、数控等流程的激光切割解决方案,实现各环节部件、软件、硬件之间的良好兼容。激光切割系统的优良直接决定了激光切割设备的精度、效率,是形成激光切割设备差异化的关键,今天激光切割厂家安德激光跟大家聊聊关于影响激光切割质量主要因素的分析试验
根据以上影响激光切割质量因素的分析,选取了 1.0~3.0 mm 厚度的热成形零件进行激光切割试验,分别选切块、切孔或切边进行分析。试验步骤如下。
1 做焦点位置测试,根据焦点的偏移量进 行调整 对焦点位置从 3 mm 到−3 mm 逐步调整,每增加 −0.5 mm 切割一次,做好记录,并比较切割处的质量, 保留切割质量较佳的焦点位置,进行下一步试验。

2 调整激光切割的功率 采用第 1 步切割状态较好的焦点位置进行功率 的试验,功率从 1000 W 开始,每增加 300 W 切割一 次,做好记录并比较切割处的质量,保留切割质量较好的切割功率,进行下一步试验。
3 改变切割气体的压力对第 2 步切割质量较好的焦点、功率状态进行试 验,气压从 7 Pa 开始,每增加 1 Pa,切割一次并比较切割质量,保留切割质量较好状态的激光切割气体 压力值,进行下一步试验。
4 加大切割速度 对第 3 步切割质量较好的焦点、功率状态和切割 气体压力值进行试验,速度从 6000 mm/min 开始,每增加 1000 mm/min 切割一次,做好记录比较切割质 量,保留切割质量较好状态的切割速度值,进行下一 步试验。
5 喷嘴距离的设置 对第 4 步切割质量较好的焦点、功率状态和切割 气体压力值以及切割速度进行试验,喷嘴距离从 0.6 mm 开始,每次增加 0.2 mm,直至喷嘴距离调到 1.2 mm。每切割一次,做好记录并比较切割状态,取得切割质量较好状态的喷嘴距离数值。机床运行时间长产生的不稳定性需要在长时间 切割时才会表现出来,在此不做试验比较,在以后的 切割中会注意分析并加以总结。
关于影响激光切割质量主要因素的分析试验 ,今天就了解到这里,想要了解更多欢迎继续关注我们喔,安德激光智能装备(广东)有限公司 是一家集研发、生产、销售于一体的激光设备生产商,主营产品:激光切割机,激光打标机,激光焊接机及激光设备周边自动化等多个系列,涉及100余种工业激光设备及其配套产品,全面把控产品质量,多个系列产品已获欧盟CE认证,期待你的合作了解。
本文部分内容整理自网络分享,如有侵权,请联系小编删除。